


نحوه کار بچینگ پلنت
نحوه کار بچینگ پلنت (Concrete Batching Plant Operation)
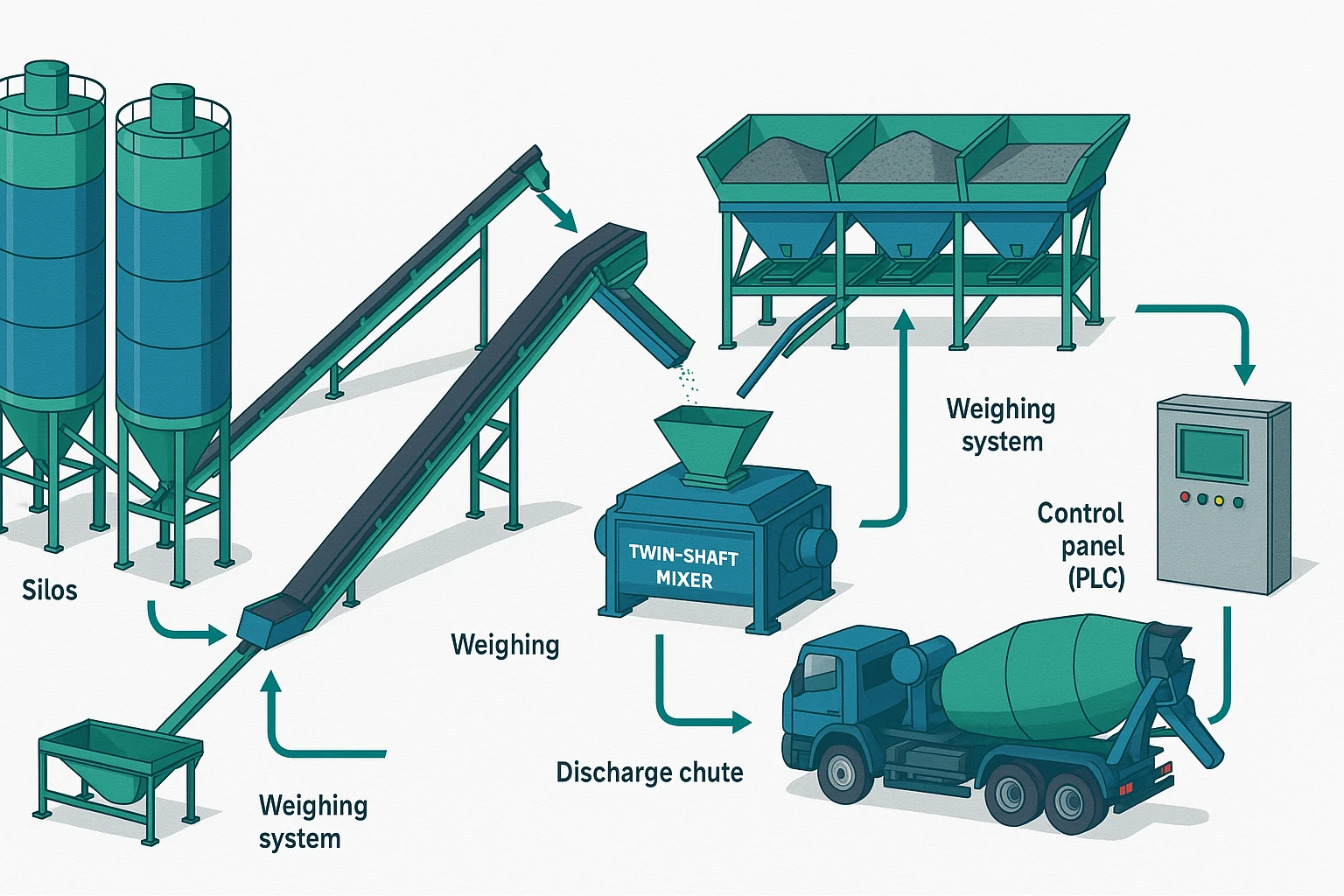
دستگاه بچینگ پلنت، قلب خطوط تولید بتن است و وظیفه دارد اجزای اصلی بتن شامل سیمان، شن، ماسه، آب و افزودنیها را با دقت وزنی و حجمی مشخص، به شکل کاملاً یکنواخت مخلوط و آماده مصرف کند. نحوه عملکرد آن بر اساس سه اصل اصلی: توزین دقیق، اختلاط کنترلشده و تخلیه استاندارد طراحی شده است.
۱. تغذیه و آمادهسازی مصالح
در ابتدای فرآیند، مصالح اولیه به بخشهای ذخیره ورودی منتقل میشوند:
- سیلو سیمان: مخزن فلزی تحت فشار برای نگهداری حجم بالای سیمان خشک. انتقال از سیلو به میکسر با اسکرو (مارپیچ) یا پمپ هوا انجام میشود.
- بِن مصالح: شامل مخازن جداگانه برای شن و ماسه، معمولاً با دربهای کنترل پنوماتیکی یا نوار نقاله تغذیه.
- منبع آب و افزودنیها: آب از تانکهای فشار با پمپ کنترلشده وارد سیستم میشود و افزودنیهای شیمیایی از دوزینگتانک تزریق میگردند.
در این مرحله، هر ماده برای ورود به سیستم توزین دیجیتال آماده میشود.
۲. مرحله توزین دقیق (Weighing System)
توزین مصالح مهمترین بخش بچینگ است و بهصورت کاملاً الکترونیکی انجام میشود:
- لودسلهای صنعتی زیر قیفها و سیلوها وزن هر ماده را با دقت بالا اندازهگیری میکنند.
- PLC مرکزی پس از رسیدن وزن هر ماده به عدد تنظیمشده، جریان تغذیه را متوقف میکند.
- دادههای توزین برای کنترل کیفیت و گزارش عملکرد ذخیره میشوند.
این فرایند سبب میشود که نسبتهای طرح اختلاط بتن دقیقاً مطابق استانداردهای EN 206 و ASTM C685 حفظ شود.
۳. انتقال مواد به میکسر (Feeding Process)
پس از پایان توزین، مصالح با ترتیب مشخص وارد میکسر میشوند:
- تخلیه شن و ماسه از قیفها به داخل نوار نقاله یا دریچه انتقال.
- اضافه شدن سیمان از اسکرو یا پمپ فشار هوا.
- تزریق آب و افزودنیها با پمپ دُزینگ به صورت لحظهای.
ترتیب ورود مواد اهمیت زیادی دارد؛ اگر ابتدا آب اضافه شود، ممکن است بتن از تراکم مطلوب خود خارج گردد.
۴. مرحله اختلاط در میکسر (Mixing Stage)
اختلاط درون میکسر بسته به نوع بچینگ (پَن، تویینشفت، سیارهای یا درام) صورت میگیرد، اما منطق عملکرد مشابه است:
- تیغههای همزن و محورهای فولادی با سرعت بالا شروع به دوران میکنند تا کل حجم مواد از کف تا سطح به گردش درآید.
- دمای کار، سرعت موتور و زمان اختلاط بهصورت خودکار توسط PLC تنظیم میشود.
- زمان اختلاط معمولاً بین ۳۰ تا ۹۰ ثانیه است تا مخلوط با قوام یکنواخت حاصل شود.
نتیجه این بخش، بتن تازه با خواص مکانیکی دقیق، آماده برای انتقال است.
۵. مرحله تخلیه بتن (Discharging Process)
پس از اتمام اختلاط:
- دریچه خروجی میکسر باز میشود.
- بتن آماده از طریق باکت انتقال یا شوت تخلیه به تراک میکسر یا قالب مورد نظر هدایت میگردد.
- در مدلهای تماماتوماتیک، تخلیه بتن بهطور خودکار با باز و بستهشدن دریچهها و سنسور سطح انجام میشود.
پس از هر سیکل تولید، سیستم شستوشوی خودکار با آب و هوای فشرده مسیر انتقال را پاکسازی میکند تا از چسبیدن بتن جلوگیری شود.
۶. کنترل مرکزی و اتوماسیون
تمام مراحل بچینگ توسط واحد کنترل PLC مدیریت میشود:
- ثبت وزن، زمان، و دمای اختلاط برای هر بچ تولیدی.
- امکان اجرای فرمولهای مختلف بتن، از بتن سازهای تا بتن روان یا الیافی.
- مانیتور گرافیکی برای مشاهده لحظهای وضعیت هر بخش دستگاه (سیلو، نوار، میکسر، تانک آب و افزودنی).
- قابلیت گزارشگیری و ذخیره تاریخچه تولید.
در سیستمهای پیشرفته، ارتباط با نرمافزار مدیریت پروژه و کنترل از راه دور نیز وجود دارد.
۷. سیستمهای ایمنی و نگهداری
برای اطمینان از عمر طولانی دستگاه و کیفیت تولید باید:
- تیغههای میکسر و اسکرو سیمان بهطور مرتب از نظر سایش بررسی شوند.
- لودسلها هر چند هفته کالیبره شوند تا خطای وزنکشی حذف شود.
- مسیر آب و افزودنیها تمیز نگهداشته شود تا از گرفتگی جلوگیری گردد.
- سیستم حفاظتی موتورها و PLC تحت مانیتور حرارتی مستمر قرار گیرد.
نتیجه نهایی
در هر چرخه کار بچینگ پلنت، ترکیب دقیق مصالح، اختلاط یکنواخت و تخلیه استاندارد منجر به تولید بتن با کیفیت صنعتی پایدار، مقاومت کنترلشده و قابلیت تکرار بالا میشود. این فرایند نقطه تمایز بچینگ پلنت نسبت به اختلاط دستی یا کارگاهی است و اجرای آن پایه عملکرد پروژههای بزرگ عمرانی و کارخانههای بتن آماده محسوب میگردد.




")
نظری برای این وجود ندارد.